ADVANCES IN AUTOMATED WELDING
by
Mike Wilson, Managing Director, Meta Vision Systems Ltd
Meta Vision Systems, based in Oxford, England, and Montreal, Canada, has emerged as the world leader in the manufacture of seam finding, tracking and inspection equipment for automating and semi-automating the welding of tube and pipe. Meta Vision Systems has achieved this status by adding to its core product range through strategic acquisitions of the Canadian company, MVS, in 1999 and of iSS of East Kilbride, Scotland last year (2002). Both companies specialised in the production of weld seam tracking for the tube and pipe industry.
Meta's core business was always laser-based vision and guidance systems for welding robots and automated welding machines, which have applications in tube and pipe manufacture. A further established product uses the projection of a fixed laser stripe and a video camera for improving the speed and accuracy of manually controlled welding systems. Again, the tube industry is a beneficiary as information is provided on joint fit-up and the system can be configured to feed data back to adjust the pressure of rollers in a tube mill, for example.
More recently, Meta developed a real-time, 100 per cent measurement and inspection tool that uses laser light and triangulation to identify
imperfections as they occur in a manufacturing process. Quality is improved by feeding back this critical data to the controller. The PC-based system is particularly well suited to inspecting longitudinal butt welds during tube and pipe manufacture. The sensor is mounted above the joint and measures such key parameters as weld width and height, undercut, radii and mismatch of parent material, and bead trajectory (wandering).
The above products are standard, low cost, off-the-shelf items. Most are sold in volume into the retrofit market as well as to OEMs worldwide for equipping their robots and automated welding machines.
Spiral pipe welding
With the Canadian acquisition, Meta gained the ability to produce bespoke systems with a higher engineering content, particularly for spiral pipe welding and subsequent ultrasonic inspection. The company gained a firm foothold in the North American market, as MVS was a major supplier to US spiral pipe manufacturers, Ameron and Northwest Pipe, as well as to South America. Several manufacturers in Europe were and are users, including Europipe in France, Salzgitter in Germany, Noksel in Turkey and Capello Tubi in Italy.
However, it was the second acquisition last year in Scotland that secured Meta's position as number one in the tube and pipe weld tracking sector, as iSS also manufactured equipment marketed under the VistaWeld brand name principally for weld seam tracking in pipe
mills, with particular emphasis on spiral pipe manufacture. The customer list was boosted by the addition of Rautaruukki in Finland, Emek Boru in Turkey, De Boer in Holland, and Wilson Byard in the UK, to name a few, and brought Meta's total number of spiral pipe installations worldwide to over 70, both for OD/ID seam tracking and for ultrasonically testing the resulting weld. They include 10 in the Middle East and 16 in the Far East.
| |
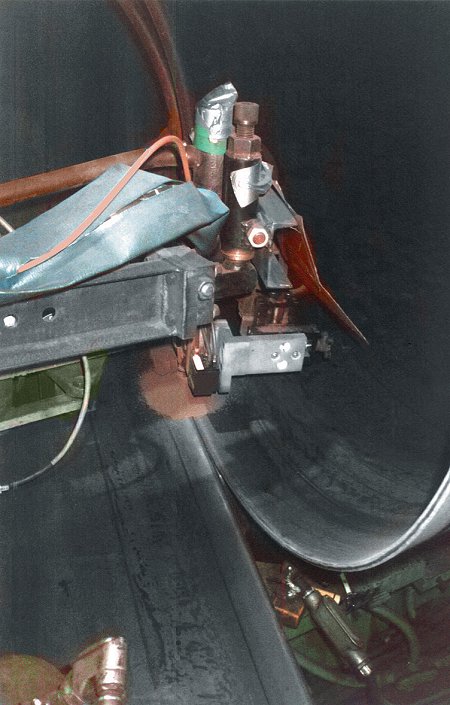
Spiral pipe welding using Meta sensor
|
|
Meta's fully automated spiral pipe welding system uses two laser sensors to measure joint geometry. The first, mounted in front of the ID weld position, is used for seam tracking while the second, mounted in front of the OD weld position, is used to position the external weld head. Both sets of equipment are installed on independent cross slides that are controlled automatically by feedback signals from the vision sensors.
Using a triangulation system employing a laser stripe and video camera, joint measurement data is gathered in real time including ID and OD gap, mismatch, and the height and lateral position of both torches. Results are displayed on a process screen and two profile video monitors.
The software allows the mill operator to select from pre-programmed procedures using a push-button console conveniently housed in a remote, hand-held pendant from where weld start and stop for both torches are controlled. Arcs shut off automatically if pipe rotation stops and an alarm is triggered if the joint measurements exceed pre- programmed limits. The beneficial results are stable joint fit-up, assured
penetration of the ID weld and improved bead quality on the OD, which in turn minimises weld dressing. Automating the welding process also allows the option of joint profile analysis and adaptive control to assist in adjusting the process parameters during the pipe manufacturing operation.
In addition to retrofit applications, the system may be installed by OEMs on new spiral mills. It works with all types of mill and any grade of steel, and will tolerate wide variations in the quality of edge preparation. Two types of sensor are typically used on pipe mills: 30 mm field of view for V preparations and 10 mm field of view for butt welds, although other fields of view are available.
In support of the product, Meta Vision Systems provides to mill operators complete system installation, start-up assistance, training and after sales service. As an alternative to full automation, Meta can also supply manual-assist systems to spiral mills.
Longitudinal welding applications
Systems supplied by Meta for longitudinal pipe and tube applications, including tracking for welding and ultrasonic testing, now total around 100 worldwide. Systems range from submerged arc welding on heavy duty pipe to both TIG and laser welding on precision tube. Major users are Hyundai in South Korea with eight systems, Corus in the UK with seven and Trub, Russia, with five. However, by far the largest customer is Sosta in Germany where no less that 34 systems are in use. Since

| |
Longitudinal pipe welding at Sosta
|
|
August 1997, automated weld positioning based on Meta's laser seam tracking equipment has taken over from manual control of the weld heads on all production lines at the Berlin-based stainless steel pipe maker.
The labour cost saving means that the investment in automation is recouped in just over seven months after each retrofit. Moreover, the operators have been released from a particularly tedious job and redeployed elsewhere in the factory. Payback is in reality even faster, as the above figure does not take into account the reduction in wasted tube.
Scrap inevitably resulted when positioning the weld head manually, as it is difficult for an operator not to lose concentration over long periods. Imperfect products are not an option for Sosta, as its customers within the food, chemical and pharmaceutical industries demand top quality pipework to eliminate the risk of contamination. The advantage with the Meta system is that, whereas an operator can only react after an error has occurred, with seam tracking the error can be anticipated and high precision correction applied before scrap is created.
The pipe is roll-formed from coil into diameters ranging from 20 mm to 250 mm and TIG welded at about 250 mm/min. The weld head includes a TIG torch with wire feed followed by a second torch to reflow the weld material, giving a smooth finish. This in turn is followed by a polishing head. All welds are 100 per cent ultrasonically tested.
The laser-based seam tracking equipment performs everything that a mechanical contact probe is capable of, and at an equivalent price. It can also handle critical situations that a mechanical probe cannot, and is easier to use. In tube manufacture, laser sensors score over mechanical devices in a number of ways. As the majority of pipe is manufactured from pre-cut sheet and formed along the longitudinal axis, with no further edge preparation, the resulting butt joints are very difficult to track mechanically. For tight butt joints, laser tracking becomes the only practical option.
Scanning laser technology
iSS also brought to Meta a new and analogous technology - a laser line produced by scanning a spot across the surface of a component, rather than by projecting a fixed stripe of laser light. The advantages are considerable when there are reflectivity problems, for example seam tracking on shiny surfaces. It is therefore particularly applicable to automated welding of larger diameter, thick walled pipework where the joint preparations have been pre-machined.
Called A700, the system works by moving a high intensity laser spot at high speed backwards and forwards across the joint. The sensor looks slightly ahead of the weld torch while an on-board linear camera, scanned in sync, captures a 3D cross section of the joint which the system software uses to determine its exact position before and during welding.
The sensor can be used for robot applications as well as on automated welding machines. Of particular note is that the image intensity is adjustable in real time and the frequency and scan width are both programmable, giving the user extensive control over the operating parameters for optimum results.
Most welding processes including MIG and sub-arc are suitable for A700 tracking. The system can be optimised and programmed for a variety of joint profiles, depths and sizes, allowing it to tackle almost any application irrespective of the sensor stand off requirements, profile or surface type.

| | Longitudinal pipe welding using Meta A700 seam tracking
|
|
As with all Meta sensors, the A700 may be effectively applied in post weld situations such as tracking for ultrasonic inspection. Additional functions performed include closed loop, adaptive control of multi-layer fill passes for thick wall pipe welding. In this case, all welding parameters are continuously monitored and controlled including voltage and wire feed speed or current and travel speed.
Line and feature tracking
In such applications, when all fill passes have been completed, there may be no discernible seam or bead on the pipe surface for the scanner to follow in order to lay down the final, or capping, weld runs. For both spiral and longitudinal pipe manufacture, the weld bead may be too flush to be detected, making subsequent ultrasonic testing problematic.
Similarly, in-line checking of the dressed weld on ERW tube is impossible as there is no feature for the ultrasonic heads to follow.
In these cases, a line can be painted or machined on the surface of the component at the time of welding, parallel to and a fixed distance from the weld, so that a new Meta product called VistaWeld A200 may perform the seam tracking. Through an on-board camera, the sensor recovers an accurate image of the line every 1/25th of a second and the software determines its exact position. Horizontal position signals are sent to the appropriate slide's motor drive to keep the electrode, tool or probe exactly above the weld. The A200, which may be integrated with other seam sensing systems, can track all conventional welding processes including MIG and sub-arc.
There are now over 700 Meta systems in 300 user sites helping to improve productivity and quality, and reduce rework and scrap, in 35 countries. Of these systems, approaching 200 are to be found in tube and pipe mills, giving credence to Meta's claim to be number one in this industry. With a widened product range, a cohesive worldwide marketing strategy and potential for a raft of additional applications for the company's vision systems, he sees a very bright future for Meta.
Further information can be obtained from:
Meta Vision Systems Ltd
- Tel: +44 1865 887901
- WWW: http://www.meta-mvs.com/
- Email:
- Contact: Mike Wilson
| 
