Saving Weight
With More Steel Tube Components
by
Jean-Claude Prouheze, Vallourec
Didier Bonjean, Vallourec
Introduction
Steel tubes have been used for long time in the automotive industry for fluid handling systems and some mechanical components.Today, a European car consumes 33 kgs of steel tube. Recent forecasts show that this share will increase to 46 kgs in the year 2005.
The main development trends are as follows :
- substitution to other materials or shapes like bars or sheets,
- reduction of weight of traditional tubular components by the use of thin walls and high
mechanical properties,
- new component designs with variable perimeters and optimised wall thickness.
This development of steel tubes becomes possible thanks to the advances made in traditional technologies
and the introduction of new technologies (process control of welding, laser welding and hydroforming).
Moreover, and thanks to modelisation and FEA, each additional kilo of tube, when substituted for another solution generates currently 25% weight saving.
The excellent mechanical properties of steel, and its progress in the last decade are the bases of this development.
As shown on the above graph, 3 families of steel are currently used for automotive components : Low carbon steel, high yield strength steel, steel for heat treatment.
Low carbon steel tubes have been traditionnaly used for the automotive industry. With a chemical composition of : 0,05 < 0,17 - Mn
They show excellent properties of weldability and formability like bending and flaring. The progresses in steel making and cleanliness have even improved those properties. They are the ideal candidate for hydroforming.
High Yield Strength steel tubes are now able to reach mechanical properties as high as 700 Mpa of Yield strength. With a chemical
composition of : 0,05 < 0,12 - 0,5
They keep a good weldability and reasonable formability. They can address successfully fatigue endurance for applications like tubular trailing arms, rear and front cradles and suspension links.
Steel tubes for heat treatment show a usual chemical composition of : 0,20 < 0,30 - 1,1 < 1,6 - additions of Vanadium and or boron.
After quenching or quenching and tempering they reach up to 1500 Mpa of YS.They show excellent fatigue endurance behaviour.
Their main applications are stabilisers, drive shafts, camshaft, doorbeams
Depending on sizes, wall thickness, tolerances, tubes are available :
As welded, cold drawn welded, cold drawn seamless.
1/ Inside the family of steel components, tubes replaces other shapes like bars or sheets
The tubular shape shows an obvious advantage compared to a round bar whose center brings a very weak contribution to stiffnes and torsion. Progress in computer assisted design allows shape optimisation to minimise concentration of fatigue stresses and put material where it is strictly necessary. In the meantime virtual metallurgical models for fatigue behaviour have been developped. They help to design steel chemical composition and thermomechanical deformation as well as adapted heat treatments. Melting and refining process associated with continuous casting have drastically improved steel cleanliness. Those three factors result in a possible change from tube to bar.
The move in that direction started with front wheels drive shafts. We initiated this development more than ten years ago with a French car manufacturer and the percentage of tubular driveshafts has gradually increased to reach very soon 80% in Europe.
| |
Optimisation of drive shaft stress concentration by FEA
|
|
Stabilisers and camshafts are taking the same trend : between 20 and 30% of those components are now tubulars.
The following table shows the weight benefit, with an average saving of 50 % .
Tubular components show other advantages. If we take the example of camshaft, performance of the engine can be improved due to a lower rotating mass.
Costwise, tube is generally a little more expensive than bar, however global manufacturing costs remains attractive if we include lower weight and changes in manufacturing process. This is typically the case for camshafts where machining and final honing appear much easier and cost effective on the tubular base.
2/ Automotive components, usually made of steel tubes, loose weight thanks to thinner walls
Used as fluid handling system, the steel tube faces competition of aluminium and plastic materials. Its position remains strong whenever high pressures and high temperature are used. This is the case for shock absorbers, cylinders for power steerring, diesel injection tubes and exhaust systems. In this case a change from Low carbon steel to HYS allows generally a 10 to 20 % decrease in wall thickness and weight.
3/ Technologies of tube deformation, like cold extrusion, cold hammering hydroforming, make possible a redesign of components with variable wall thickness and outside perimeter.
Modelisation at the first stage of conception allows one, to optimise wall thickness, to adapt variable outside perimeter of the tube to lower the stresses and to adjust the stiffness of the mechanical component.
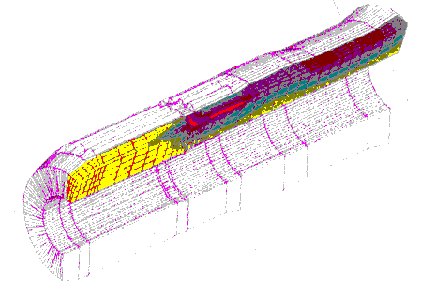
Induced flexibility can be illustrated by the development of tube components for rear suspension systems.
The example of rear suspension for B class vehicles appears very significant. Mainly two categories exist in this class of vehicle : trailing arms traditional concept and more recently twist beam design. The main components of twist beam concept are lateral arms and cross beams. Possible candidates for lateral arms are cast iron, sheet stamping and welded tube ; for cross beams the choice is between sheet stamping and welded tube.
In the above table twist beam compared to current trailing arm concept allows at least 20 to 25 % weight saving.
With a full welded tube concept the economy can reach 35 to 40%.
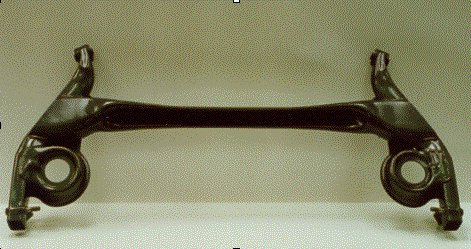
| |
Twist beam suspension for class B vehicle - Tubular concept
|
|
For the above concept several tube technologies are combined : bending, tube stamping, heat treatment and surface treatment.
Tube hydroforming, an emerging technology 3 years ago, ranks now as a fast developping technology. Thanks to this new industrial possibility, new concepts appear for instrument panels, seats, structure for body in white like shown in the demonstration project ULSAB. In this case welded tube replaces steel sheet.
This is one of the main areas of growth in the next years.
Conclusion
Tube processes, from steel making to tube production and component design are continuously improving.
- Steel making, thanks to vacuum practice and bloom or round billets continuous casting is able to feed steel tube mills with products of very high quality : cleaner, more resistant, easy to shape, at low cost.
- Today 90 % of steel tubes for automotive industry are welded or welded and drawn tubes, continuous progress in tube welding technology have pushed the limits of steel grades and sizes indutrially produced. Process control, non destructive testing have been introduced all along the process, they ensure reliable products and adress the quality challenge of automotive industry.
- Many virtual models have been developped to predict the answer of steel tube during thermomechanical deformation, heat treatment and cold work. We can simulate mechanical properties, fatigue behaviour and stress concentration.
Imagination of conceptors can play with flexibility of tube shaping processes like bending, hydroforming, hammering, surface treatment and heat treatment. Their combination gives a great liberty to the designer and make possible a design towards "lean production".
For many components, the steel tube is an adapted answer to general trends of the automotive industry towards : less weight, comfort, safety, life time, less pollution and low cost.
This new approach, for some functions of a vehicle results in a better satisfaction of the car makers and the final consumer needs.
"Clever steel tube" has a bright future.
Groupe Vallourec, France
- Tel: 33 1 49 09 38 44
- Fax: 33 1 49 09 39 09
- Email:
- Contact: Odile de la Flčche
|