Annealing and Finishing Hot & Cold Rolled Carbon,
Stainless Steel and Copper Tubing
All Rights Reserved by George Heisler
Product Manager, General Furnaces
SECO/WARWICK Corp., PA, USA
Tube annealing, regardless of the material in process, has many
common factors, the most prevalent being that the finished product must be
annealed.
If we could obtain a single definition of annealing for a specific material
on a worldwide basis, many of the problems related to our finished products
in heat treatment would be behind us. Depending on background and
proximity to the finished product, one readily relates to such problems
where two of more producers follow the same terminology for a different
anneal. In fact, more often than not you find variations within the same
company:
- Finish anneal
- Stress relief anneal
- In-process anneal
- Arrested anneal
- Spherodize anneal
These are but a few of the many terms that are incorrectly intermixed and
when we receive an inquiry -- we often get a specified cycle that has
absolutely no bearing on the anneal actually required. This happens in a
country where we all like to think we speak the same language; what happens
when translations are injected into the equation?

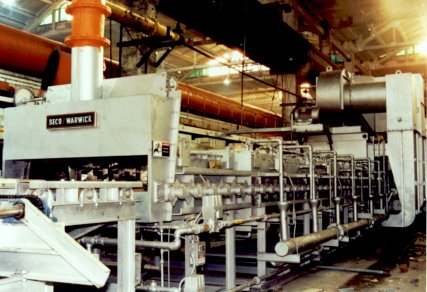
(Gulf States Tube - Rosenber, Texas - Seco/Warwick 12000 lb/hour continuous tube
annealer - Carbon steel)
After over 40 years of unending explanations, we have finally concluded
that in spite of the problems, we as an industry, have made tremendous
strides in the advancement of tube processing including "annealing", so we
will leave the subject of semantics and move on to the process made in
producing tubing of the highest quality for every potential application.
Progress, ingenious innovations and improved techniques are being displayed
on a worldwide front in both the ferrous and nonferrous tubing fields. The
continued growth of the various Tube Associations has exposed many advances
being made in the tube industry. As SECO/WARWICK ?s field of expertise is
in the heat treatment of metals, we will confine our comments to this
area.
Forty-odd years ago annealing was considered a black art and to some extent
a number of people think that it still is. For a fact it was, in most
installations, a hit-and-miss affair looked on by management as a necessary
evil they would one day try to eliminate.

(Plymouth Tube - Winamac, Indiana - Seco/Warwick 4000 lb/hour continuous
tube annealer - Stainless steel)
For those ultimately responsible for the finished product, a different
attitude existed. Through change and innovations over the years, we saw
progress slowly making its way to the point where consistent quality tubing
tailored to a specific need is now available on demand. If you have more
than a passing interest in the process of producing tubing in any way, you
can see the advancements made in every step of the process from the initial
metal melt to the final finished anneal.
Not all of our forward movement resulted from a desire for a higher quality
product. Some is the end result of the mandated need to improve our
environment and others by the enforcement of so-called liability laws (this
is especially true in the United States). A simple tube failure - once
considered an unfortunate accident, can, under a certain set of
conditions, jeopardize the economic health of an entire corporation.
Disregarding the cause, the potential for financial disaster has reinforced
management's attention on the need for and the importance of a properly
heat treated end product. The result has been to move the heat treating
operations to a level at least equal to that of the machines that produce
the tubing initially. Over the last 20 years, Seco/Warwick and its
predecessor Sunbeam have designed and built continuous furnaces for
annealing both in-process and finished tubes in ferrous, nonferrous, and
stainless steel materials (See figures, 1,2,3 and 4). The design
difference as well as the process parameters do vary over a wide range, but
still have considerable commonality as well as similar problems .
Our latest solution to the long list of successful lines is now on line at
LTV Steel in Marion, OH. LTV has installed a new roller hearth furnace
system to anneal 10,000 pounds per hour of tubing. This system was
commissioned for a new mill in Marion, OH for the production of welded
steel tubing. The system will maintain a ?bright? finish on tubing up to
3-1/2? in diameter. SECO/WARWICK has developed a high capacity rich
direct chill exogas generator to achieve optimum process results.
Our latest installments have more computer-controlled parameters
than any prior annealers we have designed. The computer relates a wide
range of variables and provides a constant feedback for instant recall and
downloading of data to a centralized computer system. A furnace system is
pictured in figures S1/S6. Temperature, tube wall gauge, conveyor speed,
loading and atmosphere conditions are but a few of the parameters that can
be monitored, controlled, recorded, stored, and varied by the operator with
the push of a button.
The control system uses a PLC and is on the leading edge of
controls regardless of the particular process. A single Allen-Bradley PLC
using Wonderware* InTouchTM software (or equivalent), located adjacent to
the furnace, allows the operator to have fingertip control of all of the
inputs and furnace operations.
The Wonderware* software package, programmed by SECO/WARWICK, is custom
tailored to exclusive requirements as specified by the end user. All the
conveniences of a digital display panel are combined into a single computer
terminal screen with recording and retrieval capabilities available on
demand.
If utilized to the full capacity of the system, the input of a customer
order code number is all that is needed to implement a specified
per-programmed cycle for heat treating the entire lot of tubing.

(Wolverine Tube - Huntsville, Alabama - Seco/warvick 5000 lb/hour
continuous level wound tube annealer - Copper)
Success in any process is often dependent on stabilized
repeatability and, in the SECO/WARWICK systems this is an inherent
characteristic. The customer order code number input to the operator
interface, will determine production rates based on tube gauge, material
and diameter to pre-programmed parameters. For each heat treating
application, the system has a range of multiple production rates geared to
the tube gauge and tube diameter.
Change is vital in a competitive world. When comparing the furnace line
built only a few years ago to lines installed in the mid 90's, in addition
to the obvious control function changes you see in a mature industry,
change is not the norm. Yet, change is evident to the experienced eye.
The atmosphere system can be generated gas, CH4, propane, or a
nitrogen/methanol mix from a PSA system with a mixing station. A wide
range of gas mixtures are available to the operator and the furnace
process.
The range of reducing or oxidizing atmosphere is almost infinite. Coupled
with the dewpoint controls and a well designed furnace, the system has the
ability to produce deep blue surfaces to clean anneal or bright-finish, all
simply by utilizing pre-programming and calling these conditions into play
by the push of a button.
As stated earlier, changes have been slow in coming, but change today is
more vital to a healthy industry than ever before. Keeping up is even a
greater challenge to industry. There was a time when if you installed
cutting-edge technology you could count on a good 10-year edge on a lagging
competitor. Today, a one year edge is about as long as you will be
comfortable with. And if you elected to stay with what was good 20 years
ago when you invest in new equipment, you may well find your industry and
your markets have passed you by.
(Shanghai Steel Tube - Seco/Warvick 15000 lb/hour continuous tube annealer - carbon and alloy)
Numerically controlled machines, auto feed welders,
state-of-the-art controls are being used together to produce outstanding
products at considerable cost savings. Yet, all too often, what happens to
all of the fine work and cost savings created by this equipment? It goes
into a furnace that was obsolete 30 years ago. The heat treatment is a
non-uniform, hit-and-miss operation resulting in rework, excessive post
cleaning and costly underutilized heat spewing into the atmosphere through
flues and openings never originally designed into the unit.
By the turn of the century, no company, regardless of their present
size, will be free to maintain the status quo. (The auto industry is a
good example.) We often forget that one of nature's constants is change.
Industry, including the manufacturers of tubing, is not immune.
Research, innovation and investments will keep our industry
vigorous and growing. Change will provide the challenge and only time will
decide the winners and the losers. Even with a gargantuan effort, no
company can say with certainty they will obtain their goals until the year
2000. But most prefer the odds in favor of trying to the certainty of
failure ahead for those that fail to do so!
*Wonderware is the registered trademark of the Wonderware Corporation
For more information, please contact :
SECO/WARWICK CORPORATION
Meadville, PA, USA
Tel: 814/332-8400
Fax: 814/724-1407
Email.
Contact. George Heisler, Product Manager, General Furnaces
|