FEM Analysis of Rotary Tube Piercing Process
by E. Ceretti, C. Giardini, A. Attanasio, F. Brisotto
Dipartimento di Ingegneria Meccanica, Universitŕ degli Studi di Brescia
Via Branze 38, 25123 BRESCIA – ITALY
Email: ceretti@ing.unibs.it
G. Capoferri
Pietra S.p.A.
Via Orzinuovi 2, 25125 BRESCIA – ITALY
Email: info@pietra-spa.com
Summary
The present study reports the results obtained by simulating a rotary piercing process. In
particular, the mechanism of hole formation and propagation for seamless tube
production has been modelled via FEM simulation and the outputs have been compared
with the experimental evidence.
The first phase of the research is focused on the definition of a reliable model and on its
implementation into a two-dimensional simulation code. The technological data
characterising the productive process have been defined in cooperation with Pietra
S.p.A..
The second phase consists in the simulation of the start and propagation of the hole and
in the comparison between simulation and experimental results. The utilised simulation
code is DEFORM 2D, its remeshing module has been modified to model fracture initiation
and propagation, that is start and development of the internal hole.
1. INTRODUCTION
When the need of industries is for tubes, different technology for tube productions can be
considered. In particular, depending on the final application, and on the required
dimensions, tubes can be manufactured by extrusion, welding or rotary piercing. If the
need is for seamless tubes and the ratio length-diameter of the tube is high, the best
technology for tube production is represented by the rotary piercing process or
Mannesman process.
By analysing the rotary tube piercing process as reported in Figure 1, a hole is formed by
peripherally rolling a cylindrical hot round bar over a conical piercer point. The rod is
driven by a pair of cone-shape rolls which have skewed axis and rotate in the same
direction. The frictional load between the rolls and the rod causes the rod to rotate and
forces it to advance longitudinally over the piercer point, where the internal fracture starts
[1-3].
More in detail, the round bar rotates and undergoes to a cyclic progressive compression
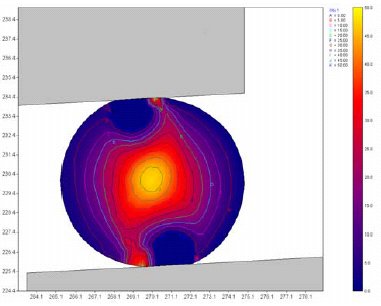
which results in high tensile stresses in the centre of the rod itself as reported in Figure 2.
According to the theory of plasticity fracture starts exactly at the centre of the bar
because the tensile stress reaches its breakage value. The internal hole is then sized and
calibrated by an internal mandrel (Figure 1).
| |
Figuure 1. The rotary tube piercing process
|
|
| |
Figure 2. Stress distribution in the transversal section of the rod
|
|
2. RESEARCH AND PRODUCTION
The mechanism of hole formation with a Rotary Piercing Mill represents one of the most
important aspects of the productive cycle of steel seamless tubes. This is a subject
addressed by many researchers, designers, mill builders and tube makers, who are
continuously looking at innovative solutions so to improve the technology of the process
itself.
The results gained by the research team of the University of Brescia in cooperation with
Pietra S.p.A. company, and reported in the following of this paper, refer to the analysis of
stresses generated during the hole formation of a hot round bar by using a rotary piercing
mill. These results are relevant for the productive reality and for the future development of
the research.
The technical information, achieved through simulations, together with the knowledge on
the seamless tubes process formation, can furnish to all the workers of this field useful
elements to deeply understand the complex phase of hole formation. This knowledge will
give the possibility to optimize some parameters which are governing the productive
process. As an example, the working temperature of the round bar, the geometry of the
rolls, the shape and the position of the head of the mandrel, and other more. These
aspects are all of priority importance to obtain the best qualitative and productive
performance.
3. STUDY OF MATERIAL BREAKAGE
The study of material fracture is a very relevant topic. In fact, if production processes
involving material breakage, such as for example blanking, cutting or process related to
development of internal cracks (extrusion or tube rotary piercing), want to be addressed
the simulation program has to deal with modelling of fracture. Fracture can be simulated
mainly in two different ways:
- splitting the mesh nodes,
- deleting the mesh elements.
The choice of the model depends on the available simulation code, and on the real
possibility to manage the separation mechanism.
The FEM model, used for the simulation of material fracture and hole formation and
presented in this paper, is a customised version of DEFORM 2D, a lagrangian implicit
code. Material breakage can be simulated by deleting the mesh elements of the
workpiece material when the damage value is higher than a defined critical value. Using
this code the Authors obtained good results in the study of orthogonal cutting, blanking
and forecast of chevron cracks in foreword extrusion [10-12].
The developed model was applied also to rotary tube piercing as reported in [13]. The
promising results obtained in the first part of the research gave to the Authors the idea to
continue the research itself and to concentrate the efforts in the definition of a model able
to match the experimental evidence. Of course, this could be done thanks to the active
cooperation and experience of Pietra S.p.A. which since 1946 works in the field of steel
seamless tube production by using a rotary piercing mill.
4. THE IMPLEMENTED FRACTURE MODEL
As already mentioned, the developed code is a customisation of the standard DEFORM
2D version. The modified code differs from the original one in the possibility of
implementing a new damage criterion (which defines how and when fracture begins), in
the subroutines for deleting the elements, and in the remeshing module (which improves
the mesh quality after deleting the elements).
To study the material breakage ductile fracture criteria have been used. In fact, the main
assumption of these criteria is that ductile fracture occurs when the maximum damage
value in the workpiece exceeds a critical value or a so called “critical damage value" (Ccr).
The big problem related to this approach is the definition of the critical damage value. In
fact, its choice affects when and how fracture begins. As a consequence, its value has to
be defined under realistic working conditions, taking into account the effects of working
temperature, of strain, strain rate on the flow stress and on the breaking stress.
In previous publications the Authors considered several damage criteria such as, for
example, Oyane, 1972, Cockroft and Latham, 1968 and McClintock, 1968 [4-8]. But, what
it has been found to give better results is the choice of a criterion able to take into
account the state of stresses which develops during the piercing process. In particular, by
analysing the mechanism of hole formation and its dependence on the stress state, a
criterion based on the Maximum Principal Stress has been implemented. Figure 3 shows
the calculated maximum principal stress, it is evident that it reaches the higher value in
the centre of the round bar. When the maximum principal stress is higher than a critical
value ólim, which is the limit stress, the fracture starts form the centre of the rod. To
implement the Maximum Principal stress criterion, the value of maximum principal stress
has to be calculated for each element of the mesh according to:
Using the sign convention  , the value of the maximum principal stress
can be easily calculated: , the value of the maximum principal stress
can be easily calculated:
| |
Figure 3. Plot of the calculated maximum principal stress
|
|
5. MODEL DEFINITION AND IMPLEMENTATION
The simulation program utilised is a two-dimensional FEM code. As a consequence, a 2D
model has to be realised to represent the deformation process. In the rotary tube piercing
process the round bar rotates around its axis, moreover the fracture is located on a plane
perpendicular to the rotation axis of the round bar. Considering these two assumptions,
only the circular section of the rod has been taken into account.
The simulation model in the deformation area is a plain strain. The progressive
compression force exerted by the rolls which determines the rotation and the translation
of the bar has been modelled using dies with different inclination so behaving as the
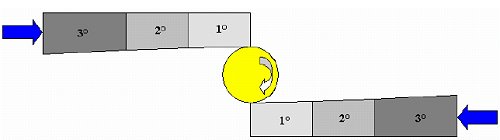
conical rolls (Figure 4). The designed dies move along opposite orizontal direction and
with a velocity equal to the radial velocity of the rolls in the contact area between rolls and
bar.
To simulate the movement of the rod in the rolling direction, the dies have been divided in
three sections as reported in Figure 1, namely á 1°, 2° and 3°. The realised model can
study the rotation and the translation in the rolling direction of the rod, as the rod
advances the inclination angle of the dies increases and the compressive force increases
as well. In this way, it is possible to consider the deformation history of the bar and to
understand its influence on flow stress and on the mechanism of fracture formation.
| |
Figure 4. The simplified two dimensional model
|
|
6. THE SIMULATIONS
The geometry of the process has been defined in cooperation with a company (PIETRA
SpA) which produces seamless tubes by using a rotary tube piercing mill. In particular, a
round bar of 150 mm diameter, made of AISI 1020 steel at a working temperature of
1250° C, has been modelled. The rotation speed of the cylinders is 80 rpm and the
cylinder diameter is 780 mm.
Three transversal sections of the rod have been simulated, the corresponding die is
characterised by three different inclination angles of 1°, 2°, and 3° degree respectively
(Figure 1and 4).
The simulation mode is plane strain and isothermal, that means that the effect of
temperature is neglected. The round bar material is plastic and the flow stress of the AISI
1020 steel has been found in literature [9], the dies are considered perfectly rigid. Friction
at the contact between rod and rolls has been modelled as shear with a constant friction
factor m = 0.8. The high value of friction factor represents the productive reality. In fact,
the high friction is determined by the difficulty of lubrication and by the high temperature
of the bar and to the very high roughness of the rolls in the compressive area. To model
the hole formation through the element deletion algorithm a limit value for the maximum
tensile principal stress of ólim=36.5 MPa has been set. All the elements with damage
value higher than the critical value will be deleted.
The effects of the die inclination angle on the Maximum Principal stress and on the hole
formation mechanism have been analysed.
7. RESULTS
As a first step, the simulation results have been compared with literature and experiments
in order to validate the simulation model.
In particular, by analysing the predicted stress distributions a good match with literature
has been found. As reported in Figure 3 an “X” shape in the stress distributions can be
noticed [2, 3].
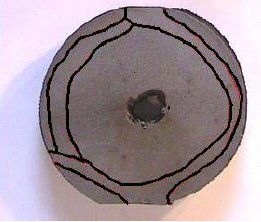
A more interesting comparison can be done analysing Figure 5. In fact, it shows a
macrography of a transversal section of a bar which was cut from a round bar after a stop
of the production. The areas of compression and tension are quite evident and a very
good comparison can be drawn with the simulation results reported in the right side of
Figure 5. In particular, in the simulation results only the line corresponding to the
experiments (left side of Figure 5) are drown so facilitating the comparison.
| |
Figure 5. Macrography of a transversal section of the round bar, comparison with simulation results.
|
|
| |
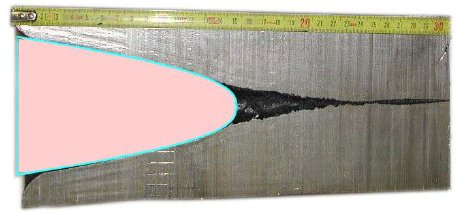
Figure 6. Longitudinal section of the rod, start and development of the hole.
|
|
Once the effectiveness of the simulation model has been proved, the attention has been
focused on the study of the mechanism of fracture formation and propagation. As first,
the effects of the section position in the rolling direction have been analysed while the
friction factor was kept constant m=0.8. Referring to Figure 6, which shows the
longitudinal section of an experimental round bar it is possible to identify the starting and
propagation of the central hole in the rolling direction. The bar comes from the
Mannesman process of PIETRA SpA. It is important to point out that the position of the
head of the mandrel was, on purpose, kept before the smallest section of the rolls (as
shown in Figure 1) in order to have a fracture initiation and propagation not influenced by
the mandrel but only due to the stress state exerted by the rolls. The central hole starts to
form, as predicted by simulations, far from the mandrel, whose function is only to
calibrate the hole once it is developed (see Figure 6). As a consequence, the area under
study is the one ahead the mandrel where the hole dimension is determined by the stress
state exerted by the rolls. The three die inclination angles, used in the simulation model,
have been defined in this area where it is exerted the higher compression of the rod. The
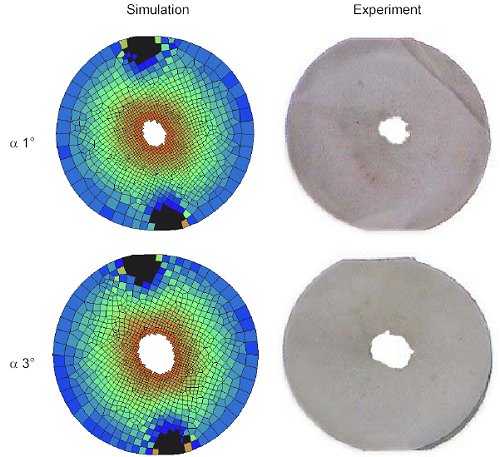
simulation results are presented in Figure 7 for the die inclination angle of 1° and 3°,
together with the experimental results. It can be noticed that increasing the tube position
in the rolling direction the dimension of the internal hole increases, so representing the
starting and the development of the internal hole.
|
Figure 7. Formation of the internal holein the rolling direction:
Comparison between simulation and experiment |
|
The simulation results, in terms of hole dimension and propagation, have been compared
with the experimental evidence. In particular, by comparing the plots of the two rows of
Figure 7, which refer at the same tube path in the rolling direction, quite a good
agreement can be found. It is important to point out again that all the simulations are
performed keeping constant the value of the critical stress (ólim=36.5MPa).
8. CONCLUSIONS AND FUTURE WORKS
On the basis of the promising results obtained, the Authors decided to continue to
investigate the rotary piercing process. In particular, the attention, for the future, will be
focused on the process parameters affecting the central hole formation such as:
- working temperature,
- friction,
- roll geometries,
- mandrel position,
- bar material,..
In particular, referring to the results reported in [14] the effect of mandrel position on the
quality of the internal surface of the pipe will be investigated.
In this way, a good step in the direction of helping the tube production companies in the
understanding of the fundamentals of hole formation and propagation process will be
done. Moreover, the cooperation between research and production will give the
opportunity to bring the research at a more realistic stage so furnishing the concrete
possibility to improve and optimise the production of seamless tubes by using a rotary
piercing process.
7. ACKNOWLEDGEMENTS
This work has been made possible thanks to MURST COFIN 2000 funds and to the
cooperation of Pietra S.p.A. Company (Brescia - Italy).
8. REFERENCES
- G. Voswinckel, «Developments in the Field of Piercing Billets for Seamless
Tubemaking», internal report of Mannesman.
- Mori, K. and Osakada, K., 1990, «Finite Element Simulation of Three-Dimensional
Deformation in Shape Rolling», Int.J.Numer.Mech.Eng., 30-8 : 1431-1440.
- Osakada, K., Nakano, J. and Mori, K., 1982, «Finite Element Method for Rigid-Plastic
Analysis of Metal Forming - Formulation of Finite Deformation», Int. J. Mech. Sci., 24-
8 :459-468.
- Oyane, M., Sato, T., Okimoto K. and Shima, S., 1980, «Criteria for Ductile Fracture
and Their Applications», J. Mech. Working Technol., 4 : 65-81.
For further information please contact:
Dipartimento di Ingegneria Meccanica, Universitŕ degli Studi di Brescia
Attn: Elisabetta Ceretti
- WWW: http://www.unibs.it
- Email.
|