Robotic Pipe and Tube Handling System
By JCD International Robotics Corp, Canada
| |
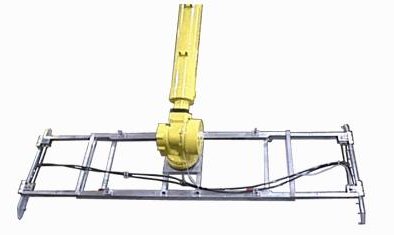
Tube gripper mounted on FANUC S420-F
|
|
BACKGROUND
In early 1999, in an effort to improve delivery times in the production cycle of steel tubing, a Canadian manufacturer approached JCD International Robotics Corp for help in finding an automation solution.
The manufacturer had established that the major production bottleneck was occuring at the end of the production cycle where tubes were being loaded manually into bins prior to shipping. Since the entire production chain could only proceed at the speed of its slowest component, they reasoned that this loading operation was the place where the most significant saving in production time could be acheived.
Five, eight and ten foot long tubes were being produced at the rate of one per second and were being stacked manually into bins for shipping, 156 units per bin i.e. 13 rows of 12 tubes each. The challenge was to design a tool that could reliably pick up twelve tubes at a time and deposit them into the bins without damaging the tubes. Several potential solutions were investigated before we developped the end effector (gripper) seen here A prototype unit was built and demonstrated to everyone's satisfaction.
As with any automatic process, accurate setup of the various components is vital to the successful operation of the entire system. In order for the robotic arm to stack the pipes correctly into the removable bins, a method had to be devised to ensure that the bins would be returned to exactly the same location everytime by the fork lift operator. This objective was achieved by the bin locator system pictured below.
The bin locator system is composed of four piers (red), the bin locator base plate (blue), the locator rails (green), and bin foot guides (grey). The bin (yellow) must be delivered to the bin locator by the fork lift operator and placed within twelve (12) to eighteen (18) inches from the base plate, an easy task for a proficient operator. The lateral placement of the bin is restricted by the locator rails. The rest is automatic. At a signal from the controller, the pneumatic base plate retractor (blue T-shape projecting from the locator base plate) pulls the bin into its loading position, snug against the metal bumpers attached to the base plate.
Theory of Operation
Using a Fanuc S420 robot, tubes will be picked up from the Dedimpler rollout table. Twelve tubes will be picked up at one time, then placed into one of the two bins. The operation will continue picking up tubes and stacking them into the bin until full. When the first bin is full, a signal will indicate to the operator that the bin may be removed. The robot will continue onto the second bin and fill it in the same manner. When the second bin is full, a second pick up signal will be initiated for that bin to be removed. The material handler (Fork Truck Driver) will replace the full bin with a new empty bin.
The complete system (seen at right) transfers tubes at the rate of one per second to the bin for pickup by the fork lift operator. One operator and one fork lift driver are required, freeing up to four employees for more creative work elsewhere in the plant. Moreover, the tubes are handled without accidental damages resulting from momentary distractions.
unintended, but welcome side effect of this implementation is that it sets an upper limit on the tolerances allowed for tube lengths, thus ensuring greater consistency of the product shipped to customers.
JCD International Robotics Corp
- Addr: 36 Vankirk Drive, Brampton, Ontario, Canada L7A 1B2
- Tel: (905) 846-3703
- Fax: (905) 846-9433
- WWW: http://www.jcdrobotics.com/
- Email:
- Contact: Gerry Lemay
|