High speed ACR
copper tube inline
induction annealing
by
John Powell, Inductoheat PTY. LTD.

John Powell
|
BACKGROUND
Inductoheat developed the high speed in-line annealing of copper tube in the 1970's, principally for water tubing to be manufactured in half-hard state with typical diameters of 12.5 - 28 mm diameter heavy wall. In a similar time frame, Mitsui Engineering & Shipbuilding Co. Ltd. likewise took steps into the development of copper tube annealing for the Japanese market, but specialising in the air conditioning and refrigeration tubing.
With many recent refinements in equipment and process technology brought about by the development in solid state technology, it was decided to bring these 2 established streams of technologies together to provide an even more refined annealing system for the ACR tube industry.
The paper concentrates principally on the process aspects of high speed copper tube annealing for air conditioning and refrigeration tubing where inner groove operation is a downstream function. Information in this paper relates mainly to Asian market conditions.
COPPER TUBE MARKET - ASIA
The use of copper tube in developed Asian countries has steadily grown over the last 5 years. Copper tube usage may be broken down into 3 major categories as follows:
A. Water or plumbing tubing
With deterioration in the quality of ground water and its resultant aggressive nature, traditional steel tubing used for water plumbing in many Asian countries is now being carefully evaluated to determine whether copper tube should replace plumbing tubing. There are signs of growth in this industry and it is predicted that this growth will accelerate due to continued diminishing water standards in future years due to increasing standards of living.
B. Air conditioning and refrigeration tubing
The greatest copper tubing growth areas have been in air conditioning and refrigeration or consumer goods due to the continued rise in standard of living throughout many Asian countries.
For consumer goods, copper tube is now being used both domestically and commercially for heating during the winter in the colder regions of Asia and in the predominantly hotter areas of Asia where summer temperatures and the humidity rises to uncomfortable levels, air conditioning is now becoming more common in all countries with large populations where the improved standard of living allows air conditioning to become affordable. It is a rarity these days to find a commercial building or shopping centre in Asia without air conditioning and the above facts have contributed considerably to the growth of copper tube demand. This is also a major area of predicted future growth.
C. Industrial applications.
These cover applications such as the transport, textile and industrial machinery industries.
COPPER TUBE MANUFACTURE PRIOR TO INNER GROOVE
In today's modern tube mills there are effectively 2 methods of tube manufacture. These are the conventional billet production and extrusion process followed by final drawing and the other being cast and roll method of making a tube. In the case of thin wall inner groove tubing, the cast and roll method is new and has not enjoyed so much popularity due to the very thin wall and eccentricity requirements of the final tube.
The main parameters for thin wall ACR copper tube are as follows:
- Small eccentricity of wall thickness;
- Accurate dimensional tolerance;
- Maximum heat transfer area;
- Cleanliness of the tube inside wall;
- Correct grain size and anneal properties of the tube to allow easier bending.
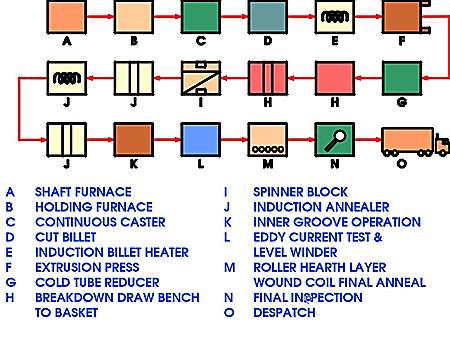
A typical flow chart for both manufacture of inner groove tube using an induction strand annealer and conventional roller hearth furnaces are shown in Figure 1 and 1A. There has been a rise in the parcel weight due to larger billet weights being allowed by use of bigger presses in recent times, where typically 400 - 500 Kg billets are not considered unusual. On the small diameter thin wall tube, these large parcel weights result in many kilometres of tube being produced from a single coil.
| |
Figure 1. Manufacture of inner groove tube using an induction strand annealer
|
|

|
Figure 1A. Manufacture of inner groove tube using conventional roller hearth
furnaces
|
|
INDUCTION ANNEALING SYSTEM DEVELOPMENTS
There have been many developments and refinements in recent years in the tube manufacturing process from shaft furnace melting through to final drawn tube.
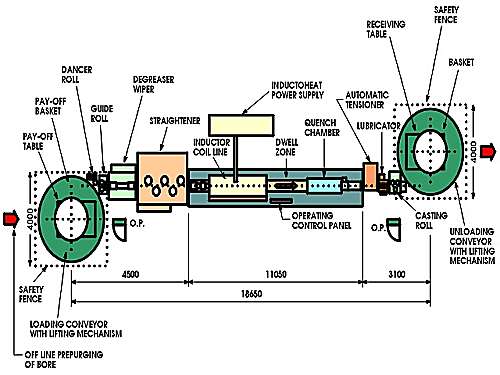
Looking specifically at the induction tube annealing system, for light wall inner groove feed tube refer to Figure 2 which gives a comprehensive line lay-out. The high speed tube annealing system replaces the older Bell type and roller hearth furnaces.
| |
Figure 2. Comprehensive line lay-out
|
|
The major saving over conventional roller hearth furnace occurs where the second layer winding operation is eliminated. This not only saves on equipment purchase of a second layer wind machine, but also on running costs, promoting greater productivity. The exposure to damaging fully annealed product during handling is also eliminated.
|
Comparisons | Roller hearth
annealing furnace | Induction strand
annealing line |
| Direct labour | 2 man hours / tonne | 1.25 man hours / tonne |
Energy stand-by losses during
zero production periods | 50 kW | 0 kW |
| Energy consumption on 12.7 dia x 0.38 wall | 233 kWHr/Tonne | 167 kWHr/Tonne |
| Protective atmosphere consumption | 24,000 FTł / Hr | 50 FTł / Hr |
| Floor space | 600 m˛ | 160 m˛ |
| Number of layer winding operations | 1.75 | 1 |
| Layer winding machine purchased | 2 | 1 |
| Loss of tube per coil length after anneal | 0 metres | 2 metres |
| Flexibility for automation | Difficult | Simple |
| Incremental expansion | Difficult | Good |
Figure 3. Operating comparison of conventional to induction strand annealing.
The major developments associated with the latest high speed induction in-line annealing system are:
- That the tube yield is exceptionally high with only a maximum 1500 mm being scrapped from a total coil length of many kilometres. The system runs basket to basket with large parcel weights which eliminates any joining operation taking place.
- Energy saving are high compared to the conventional roller hearth furnace since energy is only consumed when the line is running and no stand-by losses are absorbed. Direct energy consumptions are less than 200 KWH/Tonne.
- The complete system can be run with only 1 full time operator.
- For space saving a typical system running at 300 m/min would only take a space of 22 metres long by 4 metres wide. This compares with an equivalent work area for a conventional roller hearth furnace of typically 4 times the same area and considering floor area value and building costs, a significant saving results.
- Should the line stop for any reason, the contents of the induction annealer are not lost. The tube is simply cut and the line begins the annealing operation again similar to the threading up process.
- With careful PLC programming, the total system control allows high productivity gains through total automatic adjustment of the system for a specific tube diameter and wall thickness. No operator skill is required.
- Lengthy shut-downs for conventional furnace refractory maintenance do not occur as the induction system does not use refractories.
- The system can be integrated into the normal conveyorised process system.
- The system does not require any non-value adding process, such as an additional layer-winding operation prior to annealing.
- Adjustable grain size is instantly available.
Typical outgoing tube after annealing will have a grain size of nominal 0.015 - 0.025 mm. It is possible to obtain a larger grain size to 0.035 mm, although a higher temperature is required which correspondingly increases the kW rating of the system and capital investment plus running cost.
SYSTEM FEATURES
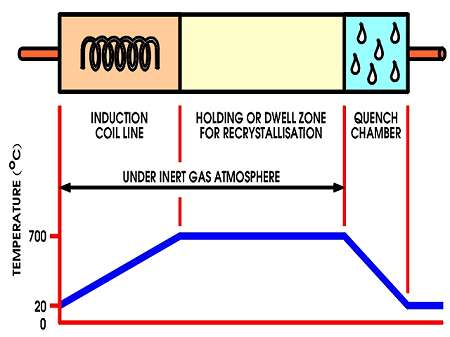
Essentially the induction annealer system presents a temperature profile as shown in Figure 4. With wall thicknesses that can be as low at 0.3 mm, automatic tension control is of utmost importance to avoid tube marking. This is achieved by a variable speed driven caterpillar type system which constantly controls the copper tube tension during the annealing operation and minimises any occurrence of jamming.
| |
Figure 4. Temperature profile
|
|
To ensure that the tube is layered into the basket to avoid any tangling of the tube, a Casting roll system is used which considers tube build-up from the empty to full basket condition.
The pre-programmable control system minimises operator skill requirement and provides total repeatability, ensuring a stable high quality anneal 1 tube coil after another. The pre-set system requires the operator only to select a particular tube diameter and wall thickness in the manufacturing range to be processed. This selection signal makes all the necessary adjustments automatically to line speed and all associated variable speed drives, annealing power, decoiling speed, recoiling speed, atmosphere regulation, tube tension and quench functions.
Systems are in operation to accommodate the following standard line speeds; 200, 300, 400 and 500 metres per minute.
SYSTEM DESCRIPTION AND OPERATION
Tube in the pay-out basket is pre-purged off-line with an inert atmosphere to ensure a bright internal finish is given to the tube.
Baskets are normally delivered to the in-line annealing system for pay-off and receiving operations with typical dimensions of: -
- Outside Diameter : 2852 mm
- Inside Diameter : 1390 mm
- Height : 800 mm
- Weight: Pay-off 1200 Kg. - Receiving 850 Kg.
The pay-out basket is conveyor loaded to the pay-off table which incorporates a variable speed drive. The tube enters a series of infeed guide rolls and then a 2 plane variable speed straightening system. This straightener initiates the thread-up process. The tube passes through a degreaser and after leaving the straightener, enters the induction coil system where heat is applied in line with the corresponding line speed to reach a preset annealing temperature.
The solid state induction inverter takes a speed feedback signal to automatically adjust the power level to the corresponding speed of the tube running through the annealer to maintain a constant anneal temperature during both the thread-up and run out speed stages. If line speed varies during the total programme, power will correspondingly adjust for constant anneal temperature until the total coil of tube is consumed.
After the tube is heated to a typical annealing temperature for phos deoxidised copper of 700oC, it enters the holding or dwell zone to obtain a full grain recrystallisation. Thereafter, the tube enters the rapid quench station where the temperature is rapidly brought down to a convenient handling temperature. The tube then enters a variable speed driven automatic tensioning system. After the tube leaves the tensioner, it enters the casting rolls which are again variable speed driven. The tube is suitably lubricated prior to casting to ensure no marking occurs after the tube is cast into the receiving basket. The receiving basket is also variable speed driven and the receiving table incorporates a disk brake for rapid deceleration and ultimate basket exchange.
Cooling water for both the inverter, induction heating coils and quench system are recirculated through individual closed circuit systems to minimise water wastage and operating cost.
The induction annealing power supply is from a voltage fed inverter to ensure constant high power factor under all low conditions.

| |
Figure 5. High speed tube annealing system
|
|
ANNEALING SPECIFICATIONS
The table shown on Figure 6 gives a typical annealing specification for phos deoxidised copper tube with an anneal grain size of 0.015 - 0.025 mm at 300 metre/min rated speed and average wall thickness. The power rating of such a system would be 600 kW and provide the following results.
| Size (mm) | Weight (Kg/m) | Speed (m/min) | Annealing
temperature (oC) | Heat
Capacity (Kg/H) | Energy
Consumption (KWH/T) | Limit | Inductor coil |
| 12.7 Ř X 0.48t | 0.1648 | 300 | 700 | 2967 | 198 | kW | 12.7 Ř |
| 12.7 Ř X 0.38t | 0.1316 | 300 | 700 | 2368 | 167 | Speed | . |
| 11.2 Ř X 0.38t | 0.1155 | 300 | 700 | 2080 | 192 | Speed | 11.2 Ř |
| 9.52 Ř X 0.38t | 0.0976 | 300 | 700 | 1756 | 239 | Speed | 9.52 Ř |
Figure 6. Typical performance data for 600 kW system.
It is also of interest to note that only 1 inductor coil size is used for the 3 varying tube outside diameters listed.
For economic comparisons with a conventional furnace, it is interesting to note the corresponding energy consumption rate per tonne of tube annealed over a 12 month period compared to induction which incurs no stand-by losses.
Service requirements apart from electrical power are cooling water, dry compressed air and the protective gas for the tube inside diameter and outside diameter to obtain the necessary bright finish. This gas is consumed only during annealing. A conventional furnace uses a large gas generator due to the large volume of the furnace hearth. Typically stored gas is only required for the high speed induction annealing system due to the very small volume of protective gas required during the annealing process. The gas is only needed between the coil liner and the tube.
As the high speed induction annealing system is a stand-alone installation, pay-off and receiving basket orientation is adjustable to suit lay-out constraints.
METALLURGICAL CONSIDERATIONS
To obtain good annealing properties required for the end-application of air conditioning and refrigeration tubing, the melting and casting operation using cathode based feed stock is important to ensure control over trace elements. Using this type of feed stock would also give a better drawing performance as trace element tend to rise, as does the final annealing temperature to obtain the same mechanical drawing properties. To avoid high reject rates, control of trace element composition in the initial billet production programme is important to keep constant end results in tube specification.
The amount of dissolved oxygen in the molten copper needs to be maintained at extremely low levels. This is particularly important before the addition of phosphorous to maintain an acceptable ductility of the cast billet.
As oxygen levels rise, the additional phosphorous required to lower the oxygen level results in a considerable drop in ductility.
This is essentially due to the oxygen producing copper oxides which go into solution and are not completely removed by the deoxidisation process. Furthermore, copper phosphate compounds are formed which contribute to the reduction of ductility by their dispersion through the metal matrix.
Other problems occur if a gas fired billet heater is used, due to the level of billet surface oxidisation, particularly when intermittent operation occurs and the furnace is forced into a stand-by mode and billets are held for some time at extrusion temperature. It is for this reason that induction billet heaters, containing far less billets to be heated than a gas fired furnace to meet the extrusion programme, are more commonly used for this type of tube production.
In some cases, where economics of energy sources dictate that gas is more attractive, then a case for dual fuel billet heaters may apply. In this case gas is used up to 600oC in stage 1 heating and induction takes the billet to a final extrusion temperature of typically 870 - 900oC in stage 2.
Should production delays occur, then billets in the gas furnace are held at only 600oC for technical and economic advantage.
Further information :
|