Selecting the Right H.F. Generator
Emmedi - Italy
1) What is a H.F. Generator?
A high frequency induction generator taps energy from the three-phase mains and transfers this, concentrating and amplifying it, to the contact point of the two edges of the pipe (welding V) in order to weld these together.
The energy is transferred through magnetic induction according to which electric currents can be induced on the surface of a metal part immersed in a variable magnetic field.
In other words, exploiting the principle of the transformer, a high frequency electro-magnetic field is generated in the output coil of the generator (primary) such as to create induced electric currents on the pipe (secondary).
If correctly directed, these currents heat the edges of the pipe closest to the point of contact (welding V) to high temperature (1200°C) thus facilitating welding of these in the subsequent mechanical pass phase (welding rollers).
Briefly, it can be said that a H.F. GENERATOR is a "device" that transforms low frequency (50/60 Hz) mains energy into high frequency power (200/500KHz) to be transferred and concentrated on the welding point of the pipe.
2) What must a H.F. Generator assure?
As a pipe is usually a product with low value added, two important aspects must be considered before investing money in new equipment.
A) pipe production must be high volume and unaffected, as far as possible, by problems such as difficulty of use, maintenance and unreliability of the equipment.
B) the average service life of the equipment (obsolescence) must be proportional to the return on investment that is generally longer than in other industrial sectors.
A H.F. GENERATOR must therefore guarantee:
- Ease of use
- Trouble free maintenance
- Reliability
- Slow obsolescence (i.e. guaranteed compliance with operating standards and
long-term availability of spare parts)
3) How many types of H.F. Generators are available on the market?
It is usually said that there are two types of generators:
The VALVE TYPE that uses vacuum triode technology to generate the radio frequency and the SOLID STATE type that uses a transistor inverter to achieve the same purpose.
In actual fact, the example given above may lead to considerable errors of judgement.
It is important to note that H.F. generators differ not only as far as the technology used to create the high frequency is concerned but also as regards construction approach, the type of components used and assembly method: these factors determine considerable differences in terms of generator quality, reliability and performance.
The market offers excellent, medium quality or even very poor quality generators regardless of whether they are of the VALVE or TRANSISTOR type.
4) Valve Generators
This is the most widely used type of generator in the world today, with several thousands up and running at the moment.
The main feature of these units is that they use vacuum triodes to generate the high frequency electrical power.
It is worth remembering that the vacuum triode is generally deemed to be a NATURAL OSCILLATOR.
In all conditions of use in which high power is combined with high frequencies, the vacuum triode gives proof of its superiority as regards the active components.
It is unequalled in many fields of application for its sturdiness, immunity to environmental factors, its high load capacity and its great thermal hysteresis in harsh operating conditions or short-circuiting of the load powered.
Its particular characteristics can be summed up as follows:
- Simple construction
- Very easy maintenance
- Long service life with MTBF values of 30,000 hours.
- Possibility of use at high voltages.
- Possibility of use in frequency up to GHz
- Complete immunity to overload conditions
This means that, apart from construction of linear seam pipe welders, the vacuum triode can also be used in a wide range of applications including:
- television transmission
- production of fiber optics
- production of pure silicon (used to produce solid state components!)
- drying of paper and of natural fibers.
- production of laminated materials for packaging of liquids (milk cartons, etc.)
- industrial laser machines
- spectroscopic analysis
- scientific research
Considering the many different fields of application of the VACUUM TRIODE, there is no reason to think that production of this component may be phased out in the short term. On the contrary, it can be said, without fear of contradiction, that it will continue to be produced and used for many years.
The main characteristics of this type of generators are their sturdiness (stemming mainly from the technical qualities of the above-mentioned VACUUM TRIODE), their ease of use and extremely simple maintenance.
These particular characteristics mean that valve generators are used very successfully all over the world even in areas where optimal environmental and mains supply conditions are not guaranteed.

| |
Picture:Typical Triode Valve
|
|

| |
Picture: Welder using Triode Valve
|
|
Having said this, we must also consider that this macro family of generators also includes various levels of quality that can be assessed according to certain basic data.
- DOWN TIME
- low quality generator > 10% of total operating time
- good quality generator < 1% of total operating time
- AVERAGE LIFE OF THE TRIODE
- low quality generator » 3,000 h.
- good quality generator » 20,000 h. - 30,000 h.
- ENERGY YIELD OF THE UNIT (EFFICIENCY)
- low quality generator » 40%
- good quality generator » 65-70%
- WELDING QUALITY
- low quality generator = very irregular internal seam (assuming correct starting conditions of the strip such as: cutting, bending and good presentation of the edges).
- good quality generator = perfectly straight internal seam (assuming correct starting conditions of the strip such as: cutting, bending and good presentation of the edges)
As can be seen, these four points may vary considerably from one unit to another. However, they give some idea of what each individual generator manufacturer is able to provide in terms of design, quality of the materials and of assembly/testing and confirm that the classification of a generator must take into account first and foremost its quality.
5) Solid State Generators
Generators of this type first appeared on the market some ten years ago but regular production began only three years later. Today, it is estimated that some hundreds of these units have been sold all over the world: an excellent result considering their relative "youth".
To understand the reasons for this resounding success, we must analyze the typical technical aspects of transistor generators and the market scenario in which these have been introduced.
The main characteristic of these units is that they use a transistor "inverter" to generate the high frequency electrical power.
The transistor, also known as a solid state component due to its construction characteristics, is a "revolutionary" component whose compact dimensions (and subsequent evolutions in microchips) have promoted a considerable downsizing of all electronic equipment (computers, household appliances, telephones, etc.).
Wide-scale use all over the world has made it possible to reduce costs and in some applications have earned it a winning position compared with other components.
Radio and hi-fi equipment in which "old and expensive valves" have been gradually replaced by increasingly smaller, ever more efficient transistors with constantly dropping prices can be considered a typical example.
In industrial power applications that require frequencies higher than those provided by the mains, the transistor inverter has started to replace more conventional components and is found ever more frequently in the construction of drives for ac motors and induction systems instead of thyrsitors (SCR) and vacuum valves.
With regard to this, it is worth remembering that two separate families of transistors are used in these applications according to the frequency range required:
- IGBT (Insulated-Gate Bipolar Transistor) for frequencies up to 150KHz
- MOS-FET (Metal Oxide Semiconductor Field Effect Transistor) for frequencies above 150KHz
IGBT are used mainly to control ac motors for industrial use and, recently, for traction, even though only for city vehicles such a trams and electric buses.
On trains, where unfailing reliability is required, conventional components (GTO) are still used at the moment while waiting for "the young IGBT" to reach a higher level of "maturity".
In the induction sector, this type of component is used extensively in the heat treatments of metal items (heating of mechanical parts and pipes) where the operating frequencies required do not exceed 150KHz and, in a number of rare cases, also to weld metal pipes.
MOS-FET (those of major interest as regards the subject under discussion) are most widely used in the UPS (Uninterruptible Power Supplies) used as back-up for computers but some years ago they started to introduce a certain "commotion" in the "peaceful" world of induction welding generators for pipes, gaining ground as the best alternative technique to the classical triode valve.

| |
Picture:Typical Solid State component
|
|

| |
Picture: Welder using Solid State technology
|
|
We can try to analyze the reasons behind this success considering the three aspects that seem to have influenced the market in favor of this component and therefore of the generators in which it is used.
Obsolescence of the vacuum triode
In the last few years, it has been rumored that production of the vacuum triode will soon be phased out to make way for more recent solid state components.
To uphold this assertion, reference has been made to the above-mentioned example of the radio and of hi-fi systems for domestic use (very effective from an emotional point of view) where transistors have more or less replaced valves.
If, in addition to the above, we consider the number of leading valve manufacturers that have completely disappeared from the market in the last few years (taken over by other companies), it is easy to understand the fears of certain users as regards this possibility.
Obviously, a welding induction generator has little in common with a radio or stereo amplifier and it is equally evident that the number of vacuum triodes produced world-wide does not certainly depend on the number of manufacturers of this component: this is the same as saying that world car production is bound to fall because of the reduction in the number of car-makers…
In any case, it is sufficient to consider the many applications of this component in various sectors of industry and scientific research in order to realize that the possibility of it disappearing from the market in the short term is highly remote.
Desire to try out new technologies
Unlike other industrial sectors (automotive, PCs, telephones) in which technological innovation is a constant factor (and need) characterized by very short times due to constantly expanding market demand, pipe production has weathered its changes in harmony with a market affected mainly by the costs of the raw material, the end product of which does not differ to any significant extent from that of twenty years ago.
There is no denying that improvements have been introduced over the years, stimulated on the one hand by the evolution of steelwork products and by technical solutions that have promoted considerable progress as regards the quality and quantity of pipes produced on the other.
Certain basic phases of this evolution are worth noting, such as:
- the change from resistance to induction welding
- the introduction of automatic strip accumulators
- the introduction of automatic fast cutting systems
- the introduction of automatic systems for packaging of bundles of pipes
Far-reaching improvements have also been made to line flexibility in particular as regards equipment changeover and production speed.
All this has taken place over a rather long period of time (some decades) and those who have been operating in this sector for less than twenty years probably feel they are living in a world that never changes.
It would be logical to think that, in these conditions of apparent stand-still, any innovation may have the effect of a "stone in a pond" and be welcomed as a "breath of fresh air".
Solid state generators appeared when the market was in a psychological condition that, if not ideal, was at least favorable to their introduction. If we add to this their peculiarity of using the most efficient components (i.e. solid state) from the point of view of energy consumption (see below), it is easy to understand their extremely positive impact in some areas of the pipe sector.
Energy yield
There is no doubt that this is the most important point to which most of the success of solid state generators can be ascribed.
To understand what we mean by energy yield, we must first of all define this and then examine all the factors that may tend to influence it.
Any device that uses energy to perform its work is characterized by its energy yield which is the ratio between the output and input energy; the closer this ratio to 1, the more efficient the device.
In other words, this ratio represents the amount of energy dispersed as heat between the input and the output and therefore indicates a data that is directly proportional to the energy saving that can be obtained.
In our case, we must examine the three levels that characterize the electrical aspect of welding a pipe:
- the individual components of the high frequency stage of a generator (vacuum triode or MOS-FET)
- the generator (triode or MOS-FET)
- the entire welding system comprising the generator and the settings of the components forming this system.
The energy yield level of the C welding system will obviously be affected by the two previous levels A and B and also of course by its intrinsic efficiency.
The same applies also to generator B whose efficiency will depend on the components of level A and also on its intrinsic efficiency.
Level A
Experiments have demonstrated that solid state components are more efficient than vacuum tubes with a difference of around 15-20% in favor of the first.
Level B
The same conditions of efficiency recorded at level A may not necessarily be maintained inside a generator.
The above difference may vary considerably according to the type of circuit used by each individual welder, the quality and type of passive components utilized and their assembly quality.
This difference may therefore be higher or lower than that recorded at level A.
Assuming however a higher efficiency of 15-20%, it is advisable to quantify the saving this may represent (in the following calculation it has been considered an average of 18%)
On a 250KW solid state generator, a saving of between 6,000 and 10,000 USD a year can be estimated compared with an annual turnover of the line (value of the pipe produced) of around 10,000,000 USD.
| |
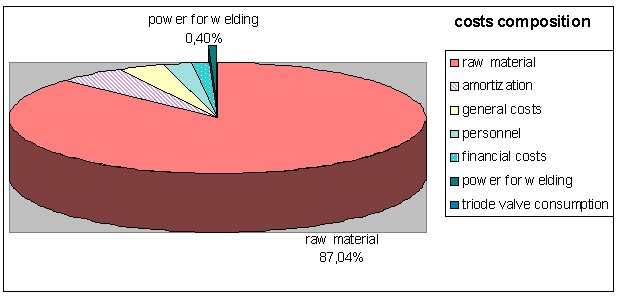
Picture: Amount of energy in term of money is a little percentage of the total tube cost
|
|
Amount of energy in term of money is a little percentage of the total tube costs
Energy cost assumption for tube welding
| Total output power of H.F. welders | KW | 250 |
| Classic H.F. welder efficiency | . | 67% |
| Solid state H.F. welder efficiency | . | 82% |
| average cost of KW/h | ITL | 150 |
| . | USD | 0,08 |
| number of shifts per day | . | 2 |
| hours per shift | . | 8 |
| working days per year | . | 220 |
| theoretical working hours per year | hours | 3520 |
| utilization factor of the tube lines | . | 70% |
| average of the welder max.output used | . | 50% |
| Estimated tube production per year | ton | 20.000 |
| selling price per KG of carbon steel tube | ITL | 1.020 |
| . | USD | 0,51 |
| exchange rate ITL / USD | . | 2.000,00 |
(estimated tube size = 50 x 1.5 mm. - Speed = 150m./min.)
Incidence of energy cost
| cost of energy due to H.F. classic welder | ITL | 68.955.224 |
| . | USD | 34.478 |
| cost of energy due to H.F. solid state welder | ITL | 56.341.463 |
| . | USD | 28.171 |
| cost of energy due to H.F. classic welder per KG | ITL | 3,45 |
| . | USD | 0,0017 |
| possible Solid state save in power consumption | . | 18% |
| money saved per KG | ITL | 0,63069 |
| . | USD | 0,0003153 |
| money saved per year | ITL | 12.613.760 |
| . | USD | 6.307 |
| . | . | . |
| Line production per hour | KG | 5.682 |
| . | . | . |
| Line turnover per hour | ITL | 5.795.455 |
| . | USD | 2.898 |
| Line turnover per year | ITL | 20.400.000.000 |
| . | USD | 10.200.000 |
Level C
This is the most critical point where there is a risk of wiping out all the benefits that a good generator is able to contribute.
It has been calculated that it is possible to direct maximum 22% of the power supplied by a generator on the welding point and that incorrect setting of the system consisting of inductor – pipe – impeder – scarfing and welding rollers may cause losses of more than 50% of the available energy (*).
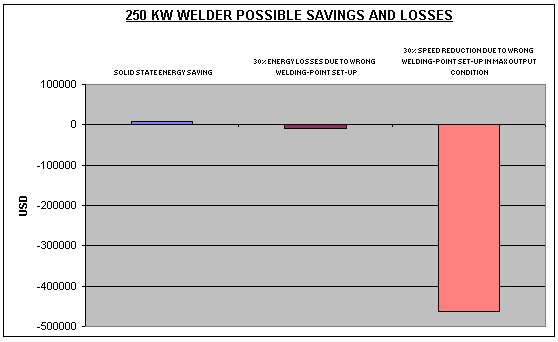
Apart from costing money in terms of energy (more than 14,000 USD can be lost on a 250KW solid state generator on which an annual expense of around 28,000 USD of energy consumption is estimated), these losses may result in considerable economic damage if, with
maximum use of the generator, there is no longer any power available and line speed has to be reduced in order to weld the pipe: the following graph shows the possible saving resulting from use of a solid state generator and how much is lost assuming a 30% drop in efficiency due to incorrect setting of the welding point.
| |
Picture: 250 kW welder possible savings and losses
|
|
THE THREE LEVELS THAT CHARACTERIZE THE ELECTRICAL ASPECT OF PIPE WELDING
|
LEVEL A- (COMPONENTS ONLY)
Solid State components are more efficient then Triode valves with a difference of around 15-20%
|

|
LEVEL B (WELDERS USING TRIODE VALVES OR SOLID STATE COMPONENTS)
The same condition of efficiency recorded at level A may not necessarily be maintained inside welders
|
|
LEVEL C (WELDING POINT)
Here more than 50% of available energy can be lost for incorrect welding point set-up
|
The above obviously refers to average theoretical data that may vary according to line productivity and the percentage power of the generator used; however, they provide a clear picture of the scale of the numbers involved and of possible errors of assessment when dealing with the problem of energy yield in order to achieve optimal energy saving conditions.
Quality differences, which can be assessed according to the same points considered for valve generators except obviously for the average life of the triode, also exist for this macro family of generators:
Down time
- low quality generator > 10% of the total operating time
- good quality generator < 1% of the total operating time
Energy yield of the solid state unit
- low quality generator < 80%
- good quality generator > 80%
Welding quality
- low quality generator = highly irregular internal seam (assuming correct bending of the strip and good presentation of the edges).
- good quality generator = perfectly straight internal seam (assuming correct starting conditions of the strip such as: cutting, bending and good presentation of the edges).
To conclude what has been outlined above, it must be remembered that solid state technology is relatively new in this sector and that no less than 4 or 5 different generations of this type of generator have followed each other on the market over a period of 7/8 years
This is a hallmark of great vitality but also indicates a certain instability induced by the constant technological evolution of the electronic components (that cannot certainly be controlled by welder manufacturers).
The few years of life of this technology must also be considered when approaching the problem of the level of reliability of the generators in which it has been applied.
6) Downtime of a generator
After this dissertation on the two technologies that characterize the generators available on the market today, we must examine the most important factor that can turn a welding unit one of the most strategic components of the production line or one of its weakest points:
percentage down time in relation to total working time
It goes without saying that a pipe production line should never stop except in specific cases such as change of format or preventive maintenance of the equipment.
In this context, a good welding generator must comply with the following characteristics:
- Reliability (high MTBF and low number of "micro stoppages" caused by disturbances)
- Trouble free maintenance
- Ease of use
"Unscheduled downtimes" of the line, which may vary considerably from one generator to another and determine various levels of economic damage, are associated to each of these points.
Unlike the energy costs where the percentages concerned are affected by many "ifs", the calculation of the cost of an unreliable generator is fairly immediate: it is sufficient to multiple the presumed hourly profit of the line by the hours of stoppage.
The costs of a stoppage are almost never affected by the hours of assistance and/or any replacement of parts but by loss of production.
To obtain an idea of these costs, it can be estimated that the 250KW generator mentioned above to calculate energy saving produces a value added of around 600 USD/hour that becomes a loss for each hour of down time.
A clear representation of the cost of an unreliable generator is provided in the graph below.
7) General remarks
In a production process, it is important that all the phases be carried out in a logical sequence in accordance with each other.
There is no point in achieving very high quality at a certain point of the process in the case of poor quality in the previous or following phase.
In pipe production lines, lower than expected quality pipe can be produced when using a perfectly equipped line with top quality rollers and generator simply due to poor quality cutting of the sheet metal upstream.
The same applies to a HF generator if instead of referring to the production process, we talk about functional characteristics intended to assure good welding and reduced operating costs.
As can be seen in the previous graphs, the loss is much higher than the profit using a generator that saves more energy than another but which is characterized by high down time. Even if good welding quality is assured, the target of reducing operating costs is not achieved.
Obviously, this is only an example but it highlights that, in some cases, the apparently advantageous single points may be completely ruled out by others that are disadvantageous and of much greater scope.
Obviously, price is also an important factor when choosing a generator.
There are many manufacturers of this type of equipment world-wide and prices may vary considerably.
It is worth recalling what John Ruskin wrote at the end of the nineteenth century:
THE COMMON RULE IN THE FIELD OF BUSINESS COMPLETELY RULES OUT ANY POSSIBILITY OF RECEIVING MUCH, PAYING LITTLE.
The outlay must therefore be aligned with project expectations.
8) Conclusions
When buying a new welding unit, the end user should make a general assessment of what each individual manufacturer has to offer, taking care not to overestimate certain details, not to underestimate others and never losing sight of quality and reliability objectives on which the success of a pipe production line depends.
For further information or a demo-version please contact:
Emmedi S.p.A.
- Addr: Viale delle Industrie, 17, Italy
- Tel: +39-11-455-7979
- Fax: +39-11-455-1112
- WWW: http://www.emmedi.it/
- Email.
- Contact: Dr. Anna Quaglia
|